























Innovative palletizing and conveying systems
Key benefits
Deep expertise
Our palletizing and conveying expertise are coupled with a deep understanding of branches and of software and systems integration for all end of line applications

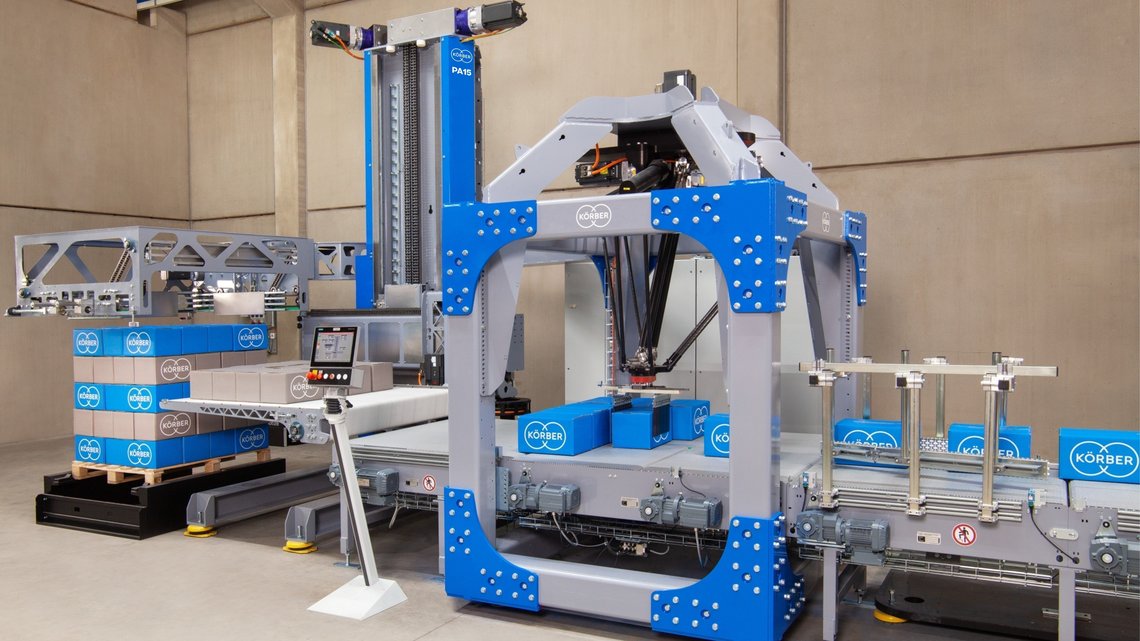
Palletizing solutions
We provide complete automated palletizing solutions, encompassing the layer and robot palletizer hardware, the palletization software, and the system integration. Designed to palletize and transport almost any product, our solutions support a wide range of industries, from tissue and paper processing to chemical and food distribution.
Conveyor solutions
Precision product handling and transportation are essential to optimizing in-plant material flow. Supply chain conveyors are a vital component of modern manufacturing and distribution operations. Our range starts with the more economical driveless models, all the way up to driven roller, belt or chain conveyors, complete with reversible transport direction and high pulling power. For pallet handling, we also offer transfer units and turntables to connect transport lines and change pallet direction, as well as automatic pallet shuttle cars.
Explore our conveyor solutions


Meeting our customers' needs
We offer a wide range of palletizing systems to meet this need, including both the software and the layer and robotic palletizing hardware. These systems are constantly improved to meet both customer needs and the ever-increasing demands of the market.
Solutions are first developed by a team of designers, technicians and engineers. These are then implemented by production and assembly teams to ensure timely and customer-focused project delivery.
A key component of our solutions is our expert advice. Our qualified sales engineers and project managers are committed to finding the right solutions to meet our customers' needs, no matter how complex they may be.